Kim loại được ví như xương sống của nền công nghiệp, nó là nguyên liệu không thể thiếu trong quá trình sản xuất công nghiệp, xây dựng ở trong nước cũng như trên thế giới. Tuy nhiên với điều kiện khí hậu nhiệt đới gió mùa, độ ẩm cao như ở nước ta thì các sản phẩm kim loại rất dễ bị oxy hóa gây ăn mòn gỉ sét.
Để xử lý vấn đề này có nhiều phương pháp chống ăn mòn kim loại được nghiên cứu, một trong số đó là phương pháp sử dụng lớp màng phủ phosphate. Hóa chất Phosphate (phốt phát) cùng với phương pháp phosphate hóa ra đời là bước ngoặt cho ngành công nghiệp gia công kim loại.
Phosphate, phốt phát hóa là gì?
Phosphate hay phốt phát là chế phẩm hóa chất dùng để xử lý bề mặt kim loại trước khi sơn tĩnh điện.
Phốt phát hóa là một phương pháp gia công bề mặt kim loại được áp dụng rộng rãi trong công nghiệp để xử lý bề mặt kim loại, được coi là một trong những phương pháp chuẩn bị bề mặt kim loại tốt nhất trước khi sơn phủ hoặc nhúng dầu mỡ nhằm bảo vệ các chi tiết kim loại đen.

Lớp phủ phốt phát hóa – Tổng Kho Hóa Chất
Màng phosphate hoá chuyển hoá bề mặt kim loại thành một lớp bề mặt mới không còn tính dẫn điện và tính kim loại, có khả năng chống ăn mòn. Nhờ các tính chất đó người ta tạo ra công nghệ phosphate hoá để sử dụng trong các nhà máy xử lý bề mặt kim loại.
Tham khảo: ảnh hưởng của hóa chất tới môi trường
Cơ chế của quá trình phốt phát hóa
Phốt phát hóa, phosphate hóa là quá trình hình thành trên bề mặt kim loại một lớp phốt phát kim loại không tan trong nước. Quá trình này thường sử dụng đề phủ cho kim loại đen như sắt, thép hay thép tráng kẽm.
Màng được tạo thành dựa trên phản ứng giữa kim loại với dung dịch đihidrophotphat dẫn tới sự kết tủa của muối phosphate ít tan trên bề mặt kim loại.
Hiện nay, các quá trình phosphate hóa thường tiến hành bằng phương pháp phun trực tiếp lên bề mặt kim loại dung dịch muối đi-hydro phosphate của kim loại như Zn2+, Mn2+, Fe2+, Ca2+, Na2+ hoặc nhúng kim loại trong những dung dịch này.
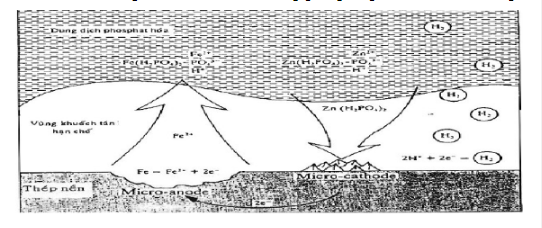
Mô hình quá trình hình thành lớp phủ phosphate hóa trên bề mặt thép
Mục đích
- Cải thiện bề mặt kim loại trước khi sơn phủ, sơn lót chống ăn mòn.
- Tạo sự bám dính cho lớp phủ nhựa, cao su.
- Để xử lý bề mặt kim loại trước khi gia công cơ khí như là cán nguội, kéo dây…
- Để tăng khả năng chống ăn mòn của các lớp dầu mỡ, sáp.
Tác dụng
Tổng hợp chức năng của màng phốt phát hoá:
- Liên kết với nền kim loại.
- Lớp nền của màng sơn.
- Làm tăng độ bền bám của màng sơn.
- Chống ăn mòn dưới lớp sơn.
Tác dụng phổ biến nhất của nó trong thực tiễn là nhằm kéo dài tuổi thọ màng sơn phủ. Nền kim loại khá trơ với các vật liệu sơn phủ thì lớp phosphate hóa tạo ra lớp màng có nhiều lỗ xốp bám rất chắc với nền kim loại và cách điện.
Tuy nhiên, lớp phủ phosphate đơn thuần là lớp phủ xốp, do đó dầu hoặc chất bịt kín khác được sử dụng để đạt được khả năng chống ăn mòn.
Lớp phủ Zn2+, Mn2+ thường được sử dụng để giúp phá vỡ các thành phần có thể ăn mòn và ngăn chặn sự thô giáp.
Ngoài ra các lỗ xốp cho phép các vật liệu bổ sung (sơn) thấm vào lớp phủ phốt phát sau khi sấy khô và được lồng vào nhau về mặt cơ học.
QUY TRÌNH CÔNG NGHỆ PHỐT PHÁT HÓA
Quy trình phốt phát hóa tiêu chuẩn – Tổng Kho Hóa Chất
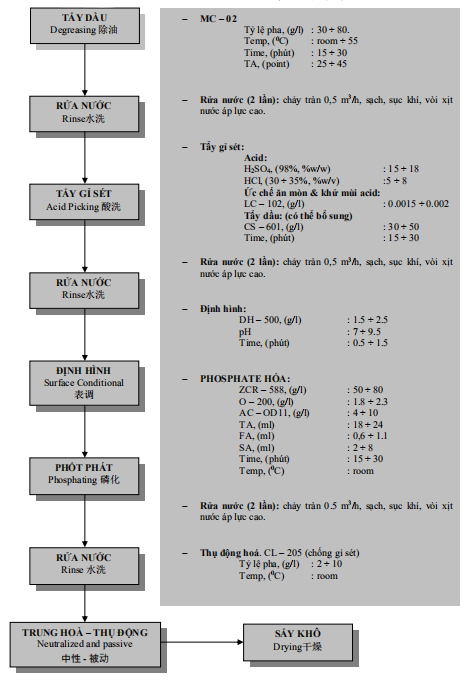
Quy trình phốt phát hóa, xử lý bề mặt kim loại tiêu chuẩn trên thế giới bao gồm:
- Tẩy Dầu – Rửa Bề Mặt
- Tẩy Gỉ – Rửa Bề Mặt
- Định Hình
- Phosphate Hóa – Tăng Tốc – Trung Hòa – Rửa Bề Mặt
- Thụ Động Hóa
- Sấy Khô
Tham khảo: Cloramin B; hóa chất xử lý bể bơi; n butanol; ethyl acetate; cồn thực phẩm
Các hóa chất dùng trong quá trình phốt phát hóa
+ Chế phẩm tẩy dầu MC-02…
+ Tẩy gỉ sét H2SO4, HCl, chất ức chế ăn mòn…
+ Chế phẩm định hình DH-500….
+ Chế phẩm Phosphat hóa ZCR-588….
+ Chế phẩm tăng tốc ACOD-11…
+ Chế phẩm trung hòa O-200….
+ Chế phẩm thụ động CL-205, CL-206, CL-208
1. TẨY DẦU MỠ
Bề mặt của kim loại qua quá trình chế tạo cơ khí, thường bị dính dầu mỡ làm cho bề mặt kim loại trở nên kháng nước, không thể xúc tiếp được với hóa chất ở các bể sau. Nên cần tẩy rửa sạch lớp dầu mỡ để quá trình phốt phát diễn ra tốt nhất.
MC-02, (g/l) : 50 (30 ÷ 80)
Nhiệt độ, (oC) : 55 (thường ÷ 65)
Thời gian ngâm, (phút) : 30 (5 ÷ 45), Sục khí nhẹ
Hồ pha : vật liệu Inox, PVC, PP.
Sau khi tẩy dầu mỡ cần rửa lại bề mặt sản phẩm với nước trước khi qua giai đoạn tiếp theo. Tác dụng của quá trình này đơn giản là để các chất tẩy không tác động với nhau, tạo hiệu ứng tốt nhất lên trên bề mặt sản phẩm.
>>> Tham khảo: Địa chỉ mua dung môi MC chất lượng.
2. TẨY GỈ SÉT
Sau quá trình tẩy dầu mỡ trên bề mặt sản phẩm và được nhúng vào nước. Thì bề mặt kim loại sẽ xuất hiện một lớp oxit dày, gọi là gỉ. Tẩy gỉ hóa học cho kim loại thường sử dụng hóa chất axit sunfuric loãng hay axit clohidric hoặc hỗn hợp được kết hợp của chúng. Lúc tẩy gỉ thường diễn ra song song 2 công đoạn: hòa tan oxit và kim loại nền.
Tiếp tục rửa bề mặt bằng nước sạch, quá trình được lặp lại lần 2 này vô cùng quan trọng vì nếu không qua dung dịch nước thì 2 tiến trình quan trọng dưới đây không thể được tiến hành
3. ĐỊNH HÌNH
Là chất điều chỉnh bề mặt sản phẩm trước khi qua quá trình xử lý phosphate hóa. Nó có tác dụng làm cho bề mặt kết tủa của lớp phosphate mịn màng. Giảm tối đa thời gian khi qua quá trình phosphate hóa.
Tỷ lệ pha với nước, (g/l) : 1.5 ÷ 2.5
Nhiệt độ, (oC) : thường, khuấy nhẹ
Thời gian ngâm, (phút) : 0.5 ÷ 1.5
4. PHỐT PHÁT HÓA
Hóa chất Phosphate là một dạng dung dịch có chứa kẽm (Zn). Quá trình phosphate tạo nên một lớp màng kẽm trên bề mặt sản phẩm, giúp cho sản phẩm tránh gỉ sét trong thời gian chờ phun sơn. Ngoài ra, nó còn giúp tạo một lớp bám dính rất tốt cho lớp sơn bột tĩnh điện.
Chế phẩm Phosphate hóa ZCR-588, (g/l) : 50 (30 ÷ 80)
Chế phẩm tăng tốc O-200L, (g/l) : 2 (1.8 ÷ 2.3)
Chế phẩm trung hòa AC-OD11, (g/l) : 1.5 (1 ÷ 2)
Tiêu chuẩn làm việc
TA0, (ml) : 22 (18 ÷ 24)
FA0, (ml) : 0.8 (0.6 ÷ 1.1)
SC0, (ml) : 3.5 (2÷ 8)
Thời gian (phút) : 15 phút (10 ÷ 30)
pH : 3.4 ÷ 3.5
δ (5%, g/ml, 25 oC) :1.25 ± 0.05
Có 2 phương pháp kiểm tra bể phosphate hóa: kiểm tra ngoại quan (dung dịch màu xanh ghi xám đồng nhất, không có cặn, không có váng dầu) và phân tích bằng chuẩn độ (phân tích các chỉ số TA, FA và SC).
Ngoài hai yếu tố kiểm tra là độ acid tổng TA và độ acid tự do là FA, còn yếu tố thứ 3 không kém phần quan trọng trong kiểm soát bể phosphate, là độ xúc tác SC = SACCHAROMETTER, hay độ tăng tốc trong bể. Ống đo SC10 (SC20) dùng để kiểm soát độ tăng tốc trong bể, hạn chế sản phẩm sau phốt phát hóa bị vàng hoặc mỏng quá, dầy quá hoặc xốp quá, quyết định sự bám sơn tốt hay không.
Sau đó rửa nước làm sạch bề mặt sản phẩm trước khi đưa vào bể thụ động.

Sản phẩm sau quá trình phosphate hóa – Tổng kho Hóa Chất
5. THỤ ĐỘNG HÓA
Hóa chất sử dụng: CL-205, CL-206, CL-208
Có tác dụng thụ động hóa, chống gỉ sét, tạo một lớp seal bảo vệ bề mặt phosphate hóa chống vàng, không ảnh hưởng đến độ bám dính sơn.
Hàm lượng: 0.1 ÷ 3%
Phương pháp: Ngâm, phun.
Nhiệt độ: 90 oC
Thời gian, phút: 1 ÷ 3
6. SẤY KHÔ
Để ráo hoặc sấy khô để kết thúc quy trình.

Quy trình phosphate hóa – Tổng Kho Hóa Chất
NHỮNG LỖI THƯỜNG GẶP TRONG QUY TRÌNH PHỐT PHÁT HÓA
Ở mỗi công đoạn nếu không được thực hiện đúng kỹ thuật, đúng tỉ lệ thì sẽ gây ra lỗi. Tổng Kho Hóa Chất Việt Nam với nhiều năm tư vấn kỹ thuật, khắc phục vấn đề phát sinh trong quy trình phốt phát cho các nhà máy. Sau đây là các lỗi thường gặp và giải pháp khắc phục của Tổng Kho Hóa Chất Việt Nam.
Tẩy dầu chưa sạch
Lỗi gặp phải: Sản phẩm ngâm trong bể tẩy dầu không đủ thời gian, bể tẩy dầu loãng sản phẩm không sạch dầu mỡ, lớp phosphate bám trên bề mặt sản phẩm rất mỏng hoặc không có.
Hướng khắc phục:
- Kiểm soát chất lượng bể tẩy dầu về chỉ số điểm bể (độ kiềm trong bể).
- Ngâm sản phẩm đủ thời gian.
- Với sản phẩm nhiều dầu, tăng khối lượn hóa chất MC-02 và có thao tác xịt rửa sạch sau ngâm.
- Bể nước sau tẩy dầu phải liên tục được chảy tràn trong quá trình làm việc.
- Gia nhiệt (45-65 0C) phản ứng cũng như tốc độ tẩy dầu được tăng lên và rút ngắn được thời gian cho quy trình tẩy dầu.
Tẩy rỉ chưa sạch
Lỗi gặp phải: Tẩy rỉ không sạch do hàm lượng acid trong bể không đạt hoặc thời gian ngâm không đủ, làm sai kỹ thuật hoặc sau quá trình tẩy rỉ sản phẩm không được xịt rửa loại bỏ sạch axit thì sản phẩm sau phosphate sẽ có tình trạng vàng hoặc rỉ.
Hướng khắc phục:
- Ngâm sản phẩm đủ thời gian trong bể tẩy rỉ.
- Kiểm soát chất lượng bể tẩy rỉ (hàm lượng acid) đạt yêu cầu.
- Xịt rửa sạch acid trước khi sang bể định hình.
- Thao tác nhanh giữa bể tẩy gỉ và định hình vì sản phẩm sau khi tẩy rỉ sẽ bị oxy hóa nhanh nếu để ngoài lâu.
Do bể định hình
Lỗi gặp phải: Bể định hình thường hay xảy ra lỗi khi bể bị nhiễm tính acid cao điều này dẫn đến sản phẩm bị vàng sau khi phosphate.
Hướng khắc phục:
Thường xuyên kiểm tra độ PH của bế duy trì từ 7-9. Nếu nằm ngoài khoảng này hoặc có thể quan sát bằng ngoại quan bể chuyển từ màu trắng sữa sang trắng vàng thì cần thay bể vì lúc này bể bị nhiễm acid nặng.
Lỗi ở bể phosphate
Bể phosphate là bể tạo ra màng phosphate. Vì vậy nếu bể này không đảm bảo đúng tiêu chuẩn kỹ thuật sẽ dẫn đến màng phosphate mỏng, không đẹp. Để khắc phục tình trạng này cần kiểm soát các chỉ số của bể phosphate nằm trong tiêu chuẩn hoạt động tốt.
Phốt phát có thể gây hại sức khoẻ khi tiếp xúc trực tiếp nên trang bị các vật bảo vệ như mắt kính, khẩu trang, mang bao tay, ủng, đồ bảo hộ để đảm bảo an toàn khi sử dụng hóa chất.
Đóng kín vật đựng sản phẩm để bảo quản tốt chất lượng và tránh trường hợp sản phẩm bị trào đổ, rò rỉ ra ngoài.
Tổng kho hóa chất – Đơn vị hàng đầu trong lĩnh vực kinh doanh hóa chất, khi cần mua/bán hóa chất Quý khách hãy liên hệ 0911 481 823 để được tư vấn.